Розныя зварачныя рупоры патрабуюцца для розных зварачных аб'ектаў, незалежна ад зваркі ў блізкім полі або трансмісійнай зваркі, толькі ультрагукавыя рупоры даўжыні палавіны хвалі могуць дасягнуць максімальнай амплітуды зварачнага тарца.Ультрагукавыя гудкі, даступныя з амплітудай і без яе.Ультрагукавыя апараты для зваркі пластыка робяць ультрагукавыя гудкі з выкарыстаннем ультрагукавых прынцыпаў.
Ультрагукавая канструкцыя прэс-формы не такая простая, як яе знешні выгляд, пры выкарыстанні няправільна апрацаванага або неналаджанага зварачнага рупора гэта прывядзе да дарагіх страт вашай вытворчасці - гэта прывядзе да знішчэння эфекту зваркі або, што яшчэ больш сур'ёзна, непасрэдна прывядзе да пашкоджання пераўтваральніка або генератар.Дызайн ультрагукавой формы патрабуе шмат спецыяльных ведаў і навыкаў - як пераканацца, што зварачны гудок можа працаваць эканамічна?Як пераканацца, што зварачная форма можа эфектыўна перадаваць механічную вібрацыю, пераўтвораную пераўтваральнікам, на нарыхтоўку, нашы інжынеры цалкам улічылі кожнае звяно.
Зварачны гудок з'яўляецца вельмі важнай часткай ультрагукавога абсталявання для зваркі пластмас, і яго канструкцыя напрамую залежыць ад якасці зваркі.Зварное злучэнне паласы падзелена на некалькі аднолькавых элементаў разумнай прарэзкай, і кожны элемент можна разглядаць як складаны ступенчаты ражок.Частотнае ўраўненне элемента зварачнага злучэння атрымана метадам матрыцы пераносу, які забяспечвае тэарэтычную аснову для распрацоўкі злучэння паласы.

Вынікі эксперыменту паказваюць, што вымераная частата і разлічаная частата падыходзяць для зварачнага злучэння паласы, распрацаванага па гэтым раўнанні.Гэты метад праектавання мае відавочнае фізічнае значэнне, просты разлік і вельмі прыдатны для інжынернага праектавання.Акрамя таго, уплыў нумара шчыліны, шырыні і даўжыні шчыліны на памер зварачнай галоўкі можна зручна разлічыць з дапамогай гэтага метаду, які таксама дае тэарэтычную аснову для аптымізацыі канструкцыі зварачнага рупора.
Ультрагукавое абсталяванне для зваркі пластмас звычайна складаецца з ультрагукавога крыніцы харчавання, сістэмы ультрагукавой вібрацыі і механізму ціску, а сістэма ультрагукавой вібрацыі складаецца з ультрагукавога пераўтваральніка, бустера і зварачнага гудка.Ультрагукавы пераўтваральнік і гудок, як правіла, прызначаны для рэзанансу з пэўнай частатой, і не патрабуюць змены розных зварачных частак, а зварачны гудок павінен быць спецыяльна распрацаваны ў адпаведнасці з формай зварачных частак.Добрая ці дрэнная яго канструкцыя напрамую залежыць ад якасці зваркі, таму гэта вельмі важная частка зварачнага абсталявання.
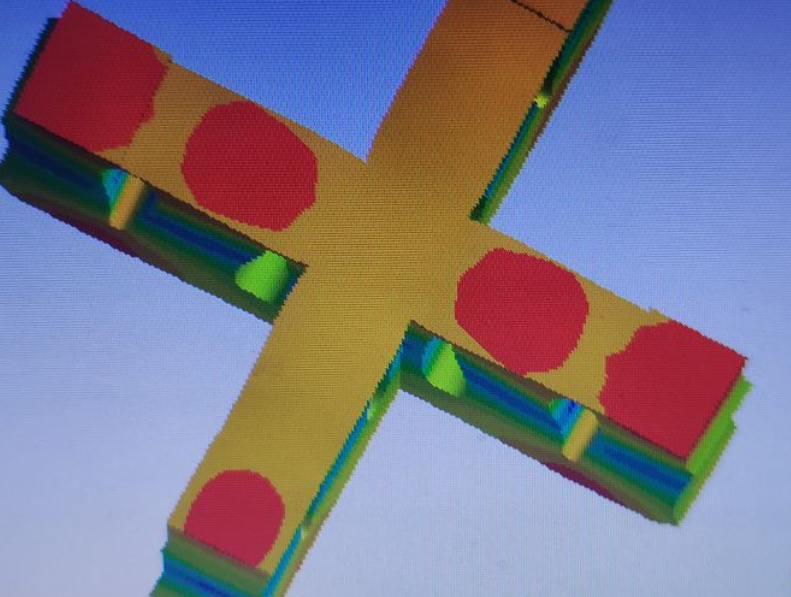
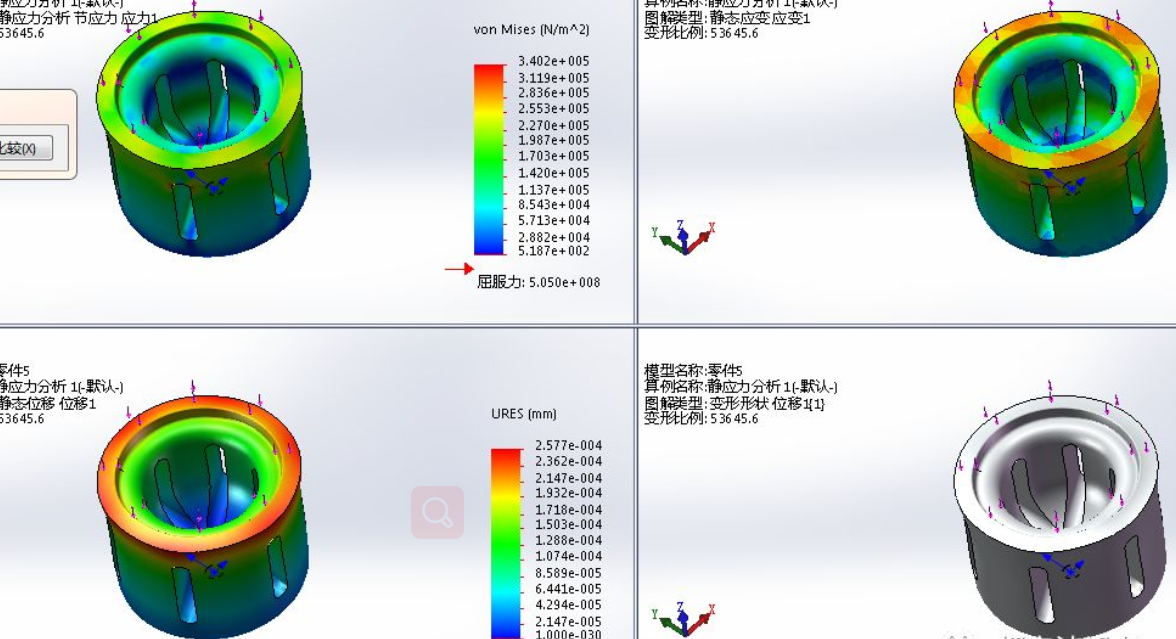
Для вялікіх зварачных дэталяў патрэбен зварачны гудок вялікага памеру, і яго памер часам блізкі да або перавышае адну даўжыню хвалі падоўжнай хвалі, тады зварачны гудок будзе ствараць сур'ёзныя папярочныя вібрацыі, што прывядзе да нераўнамернага размеркавання зрушэння яго паверхні выпраменьвання.Каб атрымаць здавальняючае размеркаванне амплітуды, былі вылучаны некаторыя метады, такія як прарэзы, адкрыццё шчылін, даданне дадатковага эластамера і другасная канструкцыя.
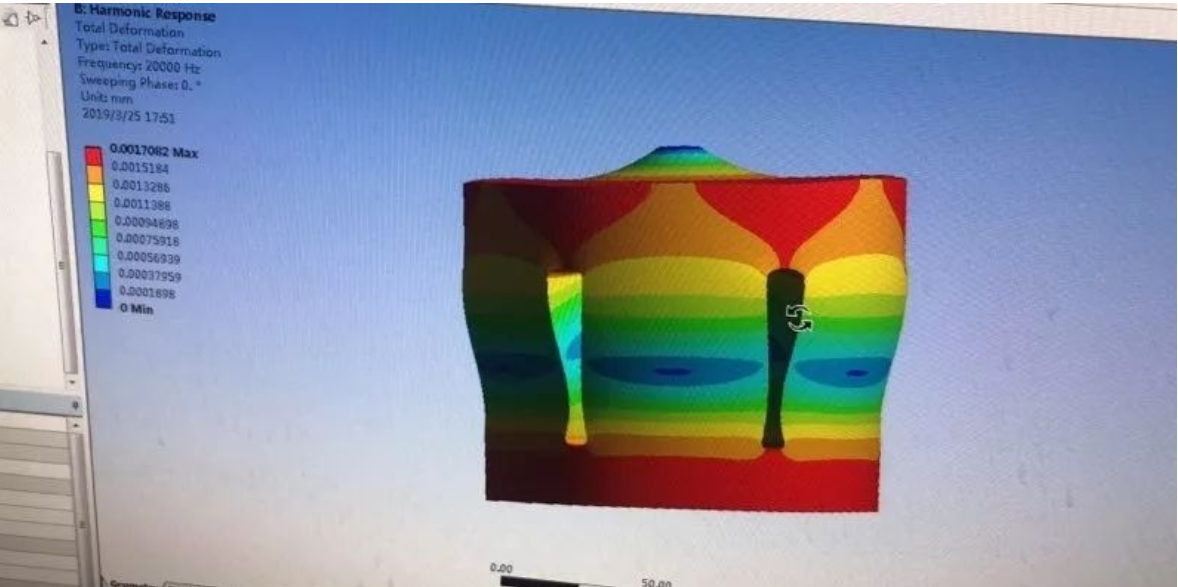
Вібрацыя кантралюецца, сярод якіх прарэзка з'яўляецца найбольш часта выкарыстоўваным метадам імітацыі папярочнай вібрацыі зварачных злучэнняў.З-за складанасці формы цяжка атрымаць строгае аналітычнае рашэнне для зварных злучэнняў з шчылінамі, таму для аналізу гэтых праблем часцей выкарыстоўваюцца лікавыя метады разліку, такія як метад Ansys.Згодна з папярэднімі даследаваннямі, лікавы метад больш падыходзіць для наступнай аптымізацыі праектавання зварачных злучэнняў і не мае перавагі ў ацэнцы памеру і частаты зварачных злучэнняў на пачатковай стадыі праектавання.Для забеспячэння лепшых вынікаў аптымізацыі вельмі важна ацаніць памер канструкцыі, які можа прыблізна адпавядаць праектным патрабаванням, таму практычнае значэнне мае вывучэнне тэорыі праектавання буйнагабарытных зварачных злучэнняў з канфігурацыяй паз.

Раздзельная канаўка пасля аналізу вібрацыі галоўкі зварачнай стужкі, зварачную галоўку можна падзяліць на канцавы блок і сярэднюю элементарную ячэйку, выкарыстоўваючы метад уяўнай пругкасці і метад эквівалентных ліній перадачы, даўжыня чатырох розных блокаў прыведзена адпаведна і кірунак ураўнення частоты высокай ступені, ураўненне частоты можа быць выкарыстана для распрацоўкі зварачнай галоўкі з доўгай прутком, але працэс праектавання складаны. Выбар некаторых параметраў залежыць ад вопыту і не з'яўляецца зручным для інжынернага прымянення.У гэтай працы зварачнае злучэнне паласы падзелена на некалькі аднолькавых элементаў з дапамогай разумнай прарэзкі, а частотнае ўраўненне элемента зварачнага злучэння атрымана метадам матрыцы перадачы, што забяспечвае тэарэтычную аснову для распрацоўкі зварачнага злучэння паласы.Канструкцыя мае просты тэарэтычны разлік і відавочнае фізічнае значэнне, што забяспечвае просты і магчымы метад для інжынернага праектавання зварачнага злучэння паласы.
Час публікацыі: 16 сакавіка 2022 г