У апошніх навінах быў прапанаваны і эксперыментальна правераны метад распрацоўкі буйнагабарытнай стужкі ультрагукавой зваркі пластмас шчылінамі.Па-першае, зварачны гудок для стужкі разумна падзяліць на некалькі частак, так што канструкцыя зварачнага рупора са складанай структурай з шчылінамі ператвараецца ў канструкцыю простага зварачнага рупора.Затым шарнірны элемент параўноўваюць з паўхвалевым асцылятарам роўнага перасеку з улікам вібрацыі сувязі.Частотнае ўраўненне сустава атрымана з дапамогай канцэпцыі эквівалентнага механічнага імпедансу.
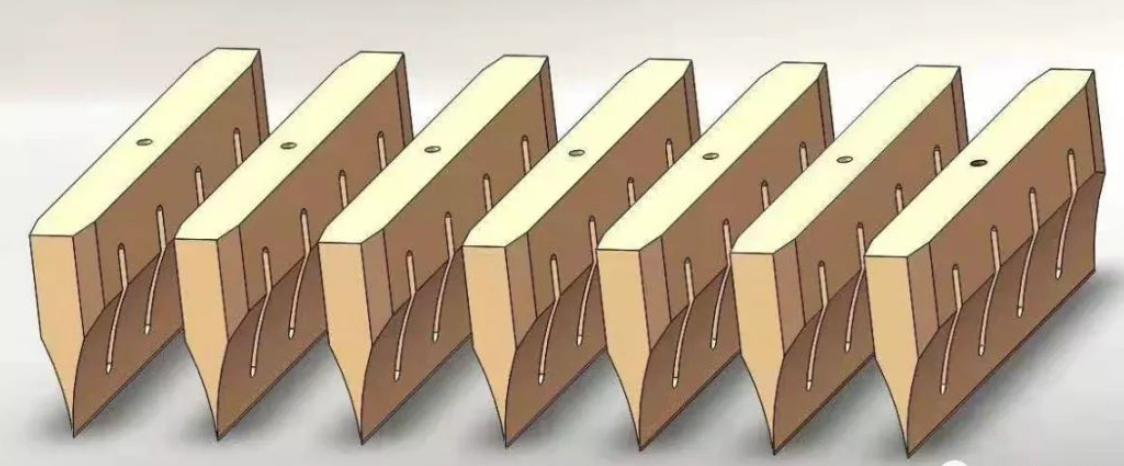
Нарэшце, уплыў колькасці шчыліны, шырыні шчыліны і даўжыні шчыліны на вібрацыйныя характарыстыкі зварачных злучэнняў быў вывучаны з дапамогай раўнання.У адпаведнасці з гэтым метадам было спраектавана і апрацавана некалькі груп істужачных канавак вялікага памеру.Вынікі эксперыментаў паказваюць, што вымераныя і тэарэтычныя значэнні рэзананснай частаты зварных злучэнняў добра адпавядаюць.
Як паказана на малюнку ніжэй.Даўжыня, шырыня і таўшчыня зварачнага ражка L, B і T адпаведна.Выкажам здагадку, што вось z напрамак узбуджэння пераўтваральніка.На працоўнай частаце прамавугольнае зварачнае злучэнне будзе ствараць падоўжную вібрацыю першага парадку ў напрамку Z.Для зварачных злучэнняў паласой L≥2T, B і L можна параўнаць, таму папярочную вібрацыю зварачных злучэнняў у напрамку X можна не ўлічваць.
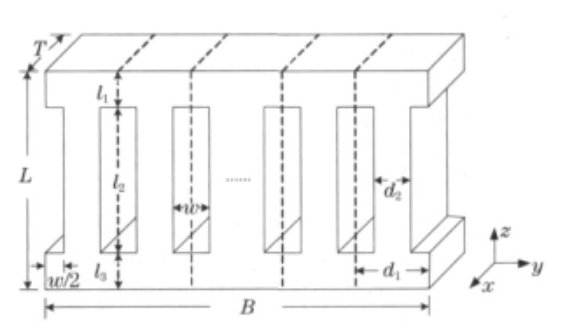
Паколькі папярочная вібрацыя ў напрамку y мае вялікі ўплыў на падоўжную вібрацыю, яна звычайна мадэлюецца з дапамогай прарэзу.Зварачны гудок падзелены на (n+1) блокаў шляхам раўнамернага адкрыцця n прарэзаў у напрамку Y.Шырыня і даўжыня кожнай шчыліны складаюць W і L2 адпаведна, і шчыліны аддзеленыя ад уваходнага і выхаднога канцоў зварачнага рупора l1 і L3 адпаведна.Каб гарантаваць, што кожны блок цалкам роўны, пазы шырынёй W /2 павінны быць адкрыты на абодвух канцах папярочнага зварачнага ражка.Такім чынам, кожны вузел зварачнай формы ўяўляе сабой складаны трапецападобны ражок з прамавугольным перасекам.Мяркуючы, што шырыня на абодвух канцах і ў сярэдзіне кожнага блока роўная D1 і D2, з прыведзенага вышэй відаць: L= L1 + L2 +L3
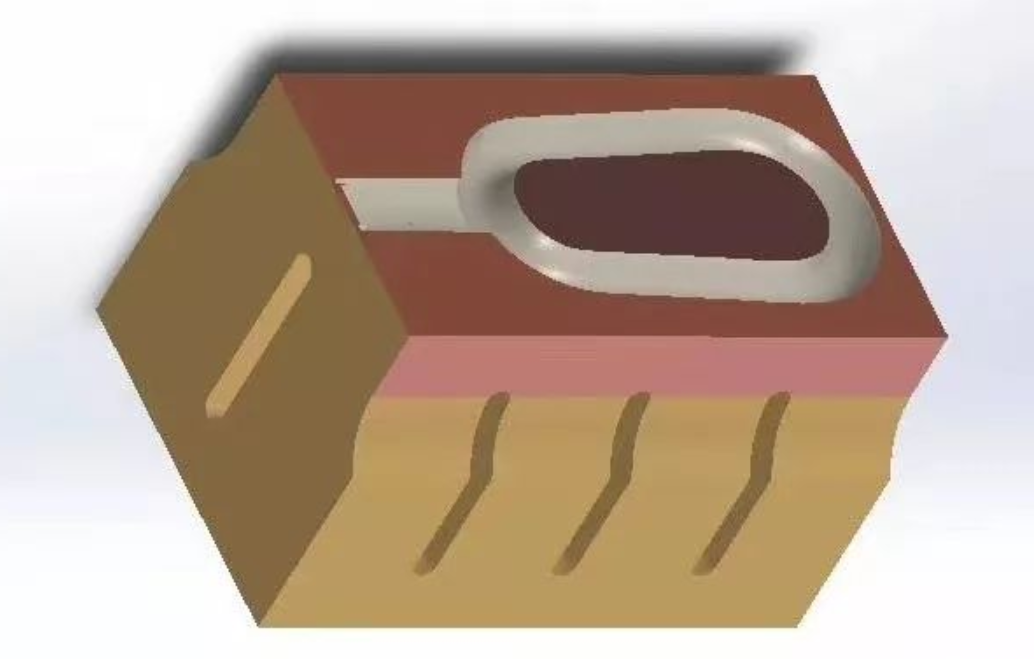
З-за аднолькавага ўзору паміж элементамі амплітуда выхаду зварнога шва таксама будзе вібраваць узор, і ў спалучэнні ультрагукавы рупор таксама будзе мець гэты ўзор, так што канструкцыя ультрагукавой формы будзе спрошчана да любой канструкцыі элемент.Акрамя таго, ён адносна аднастайны.Каб эфектыўна падаўляць папярочную вібрацыю і забяспечваць фіксаваную калянасць зварачнага рупора, шырыня зварачнага рупора, падзеленая на канаўку, звычайна роўна!/ 8 ~!/ 4 (! Гэта даўжыня хвалі рэжыму падоўжнай вібрацыі першага парадку зварачнага гудка), а ідэальная шырыня прарэзу складае каля!/ 25 ~!/20 [7], колькасць паз зварачных злучэнняў можа быць вызначана ў адпаведнасці з вышэйзгаданымі крытэрамі.Таму што шырыня зварачнага ражка звычайна не перавышае!PI /4, таму яго можна прыблізна прааналізаваць з дапамогай аднамернай тэорыі.Любы зварачны вузел у блоку 1 можна разглядаць як які складаецца з трох прастакутных стрыжняў роўнага сячэння.
Алюмініевы сплаў 7075 (модуль Юнга Е=7,17*1010Н/М2, шчыльнасць ρ=2820кг/м3, каэфіцыент Пуасона V=0,34) быў абраны для зварачнага ражка.Ураўненні (1) ~ (3) і (6) выкарыстоўваліся для разліку колькасці n, даўжыні L2 і шырыні W розных прарэзаў.Калі рэзанансная даўжыня L рупорнай зваркі змяняецца з шырынёй B, рэзанансная даўжыня L рупорнай зваркі змяняецца з шырынёй B. Разліковая рэзанансная частата f=20 кГц, L1=L3 для прастаты.Калі даўжыня і шырыня шчыліны нязменныя, рэзанансная даўжыня змяняецца разам з шырынёй зварнога ражка, калі нумар шчыліны іншы.L2 =60 мм, Ш =10 мм.Як відаць з мал.2, для шчыліннага зварачнага рупора, паказанага на мал.1, рэзанансная даўжыня першага парадку меншая, чым даўжыня зварачнага гудка без шчылін, разлічаная ў адпаведнасці з аднамернай тэорыяй (126 мм), і рэзанансная даўжыня зварачнага гудка павялічваецца з павелічэннем шырыні зварачнага гудка, але павелічэнне паступова памяншаецца.Акрамя таго, калі рэзанансная частата і шырыня зварнога шва пастаянныя, рэзанансная даўжыня зварнога шва памяншаецца з павелічэннем колькасці шчылін.
Акрамя таго, тры зварных злучэння рознай таўшчыні былі апрацаваны алюмініевым сплавам 7075 (той жа матэрыял, што і вышэй).Былі прыведзены таўшчыня Т гэтых трох зварных злучэнняў і вымераная частата гарманічных ваганняў FM.Калі таўшчыня зварачнага ражка складае менш за чвэрць даўжыні хвалі (тут 63 мм), адхіленне паміж вымеранай частатой і разліковай частатой складае менш за 2%, што можа адпавядаць патрабаванням інжынерных прыкладанняў.
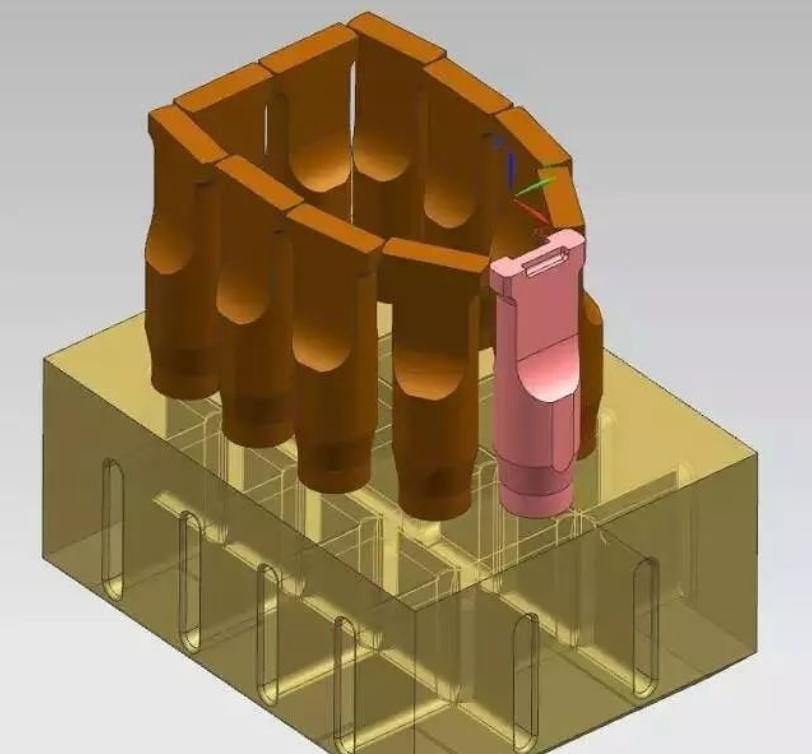
Ультрагукавое пластычнае зварка доўгай паласы было разумна падзелена на некалькі роўных элементаў, а частотнае ўраўненне элемента злучэння было выведзена метадам матрыцы перадачы.Калі вядомыя шырыня, колькасць і памер прарэзу, ураўненне можа быць выкарыстана для зручнага праектавання злучэння палос, забяспечваючы тым самым тэарэтычную аснову для праектавання злучэння палос.У гэтым артыкуле таксама на прыкладах аналізуецца ўплыў колькасці прарэзаў, шырыні і даўжыні прарэзаў на памер зварачнага злучэння.Відаць, што гэты метад таксама аказвае пэўны ўплыў на канструкцыю аптымізацыі зварачнага злучэння

Раздзельная канаўка пасля аналізу вібрацыі рупорнай зваркі, зварачны гудок можа быць падзелены на канечны блок і сярэднюю элементарную ячэйку, выкарыстоўваючы метад уяўнай пругкасці і эфект лініі перадачы, даўжыня чатырох розных блокаў прыведзена адпаведна і кірунак ураўнення частоты высокай ступені, ураўненне частоты можа быць выкарыстана для распрацоўкі зварачнага рупора з доўгай прутком, але працэс праектавання складаны. Выбар некаторых параметраў залежыць ад вопыту і не з'яўляецца зручным для інжынернага прымянення.У гэтай працы зварачнае злучэнне паласы падзелена на некалькі аднолькавых элементаў з дапамогай разумнай прарэзкі, а частотнае ўраўненне элемента зварачнага злучэння атрымана метадам матрыцы перадачы, што забяспечвае тэарэтычную аснову для распрацоўкі зварачнага злучэння паласы.Канструкцыя мае просты тэарэтычны разлік і відавочны фізічны сэнс, які забяспечвае просты і лёгкі метад для інжынернага праектавання стужкі
зварачнае злучэнне.

Час публікацыі: 17 сакавіка 2022 г